Hard 20-45 min PETGABSASAPLA
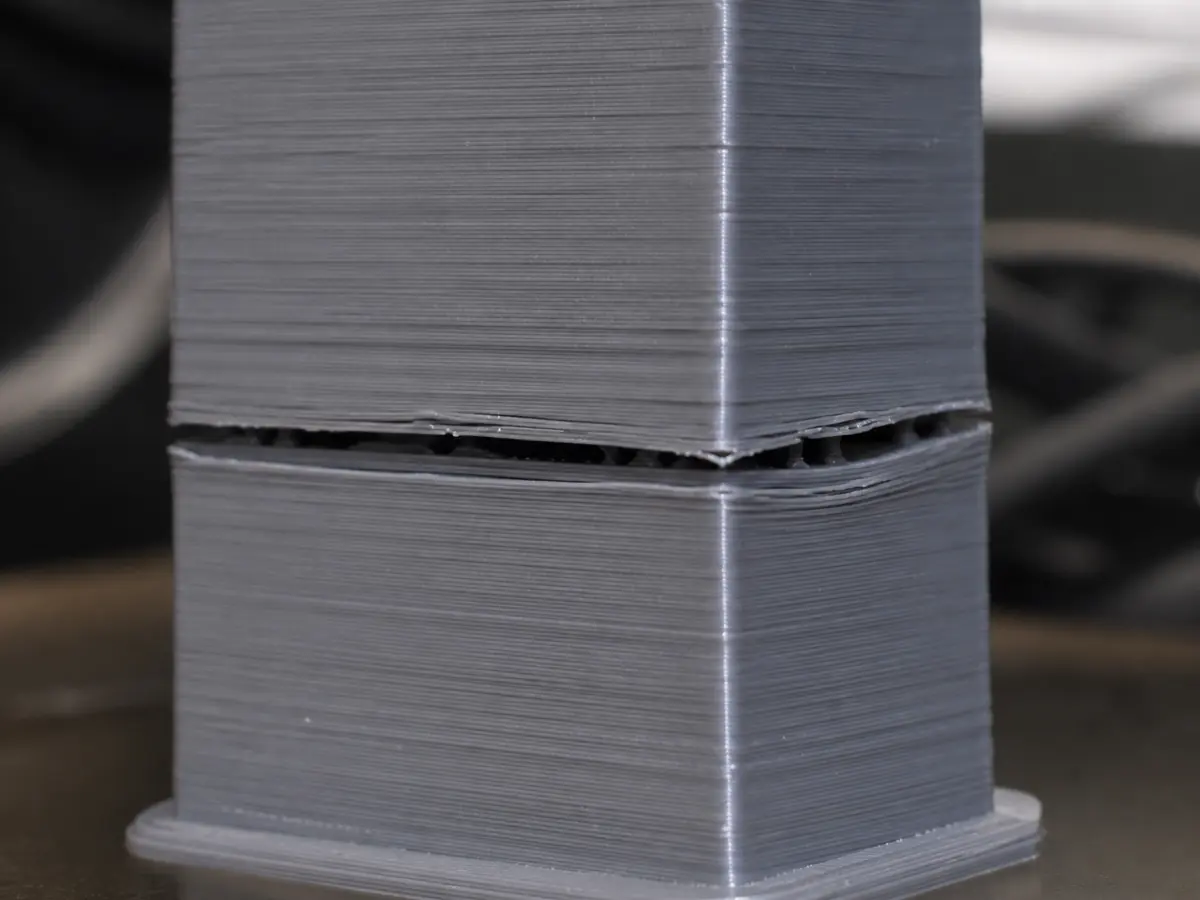
Layer Separation
Layers split apart or crack along layer lines, leaving the part weak or visibly separated.
Likely causes
Nozzle temperature is too low
Raise nozzle temperature by 5-10 C to improve layer bonding, especially for PETG, ABS, and ASA.
Cooling is too strong
Reduce part cooling so layers stay hot enough to fuse. ABS and ASA often need little or no fan.
Chamber temperature is unstable
Use an enclosure for ABS and ASA, and avoid drafts or cold rooms during long prints.
Recommended settings by material
| Material | Nozzle | Bed | Fan |
|---|---|---|---|
| PLA | 195-210 C | 50-60 C | 80-100% |
| PETG | 230-245 C | 70-80 C | 30-60% |
| TPU | 220-235 C | 40-50 C | 30-50% |
| ABS | 240-260 C | 95-110 C | 0-30% |
| ASA | 240-260 C | 95-110 C | 0-30% |
Prevention tips
Change one setting at a time and reprint a small test piece.
Keep filament dry and store open spools in sealed bags or dry boxes.
Clean the build plate regularly and verify the correct slicer profile before long prints.
Related problems
Last reviewed Jun 15, 2026. Troubleshooting content is for reference only.