Medium 15-30 min PLAPETGABSASA
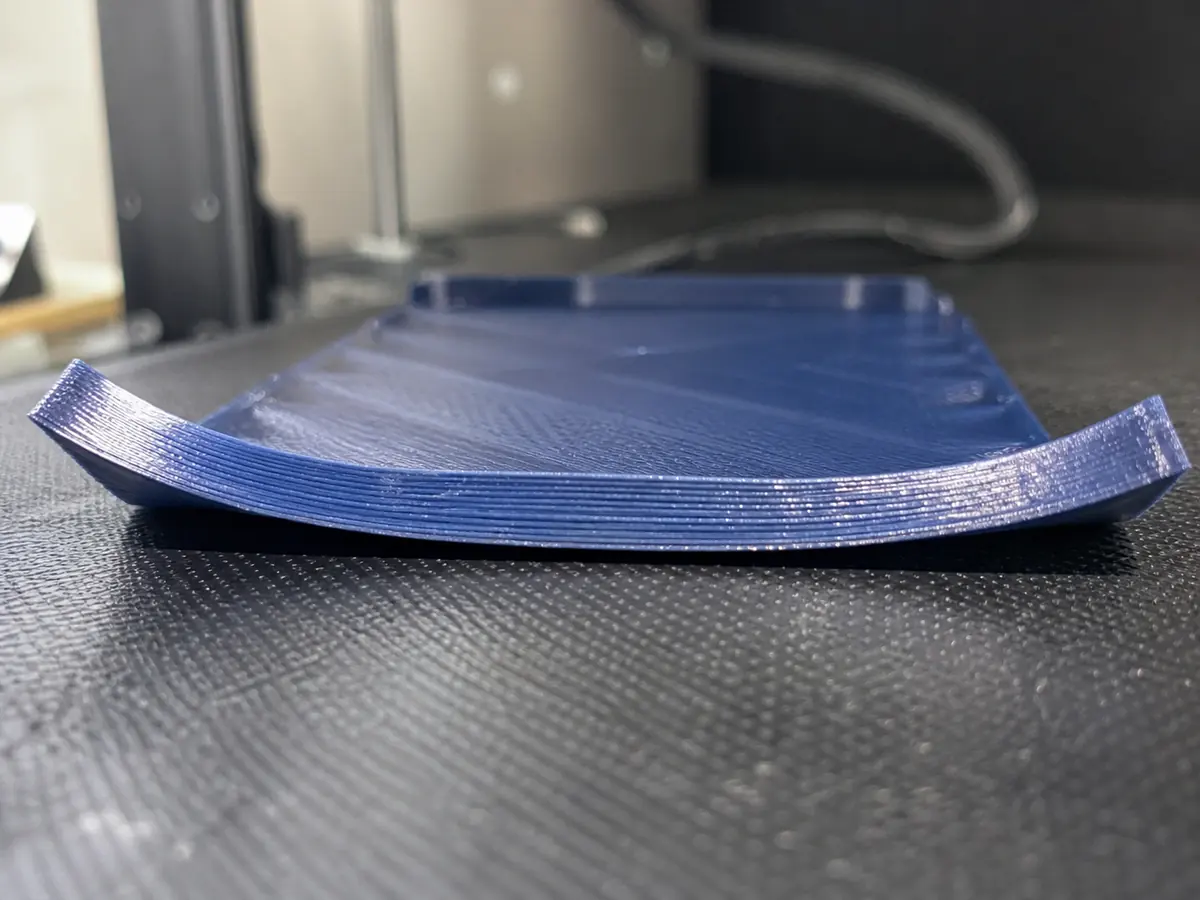
Warping
Corners or edges lift from the build plate as the print cools, often ruining dimensional accuracy.
Likely causes
Bed adhesion is too weak
Clean the build plate with dish soap and warm water, then avoid touching the print area. Use the correct plate profile and first-layer temperature.
Cooling or chamber temperature is unstable
Reduce drafts. For ABS and ASA, use an enclosure and avoid strong part cooling. For PLA, keep the bed warm enough for the first layers.
Model footprint needs help
Add a brim, mouse ears, or a wider first layer. Large flat parts often need more contact area than small test pieces.
Recommended settings by material
| Material | Nozzle | Bed | Fan |
|---|---|---|---|
| PLA | 195-210 C | 50-60 C | 80-100% |
| PETG | 230-245 C | 70-80 C | 30-60% |
| TPU | 220-235 C | 40-50 C | 30-50% |
| ABS | 240-260 C | 95-110 C | 0-30% |
| ASA | 240-260 C | 95-110 C | 0-30% |
Prevention tips
Change one setting at a time and reprint a small test piece.
Keep filament dry and store open spools in sealed bags or dry boxes.
Clean the build plate regularly and verify the correct slicer profile before long prints.
Related problems
Last reviewed Jun 15, 2026. Troubleshooting content is for reference only.