Medium 15-30 min PLAPETGTPUABSASA
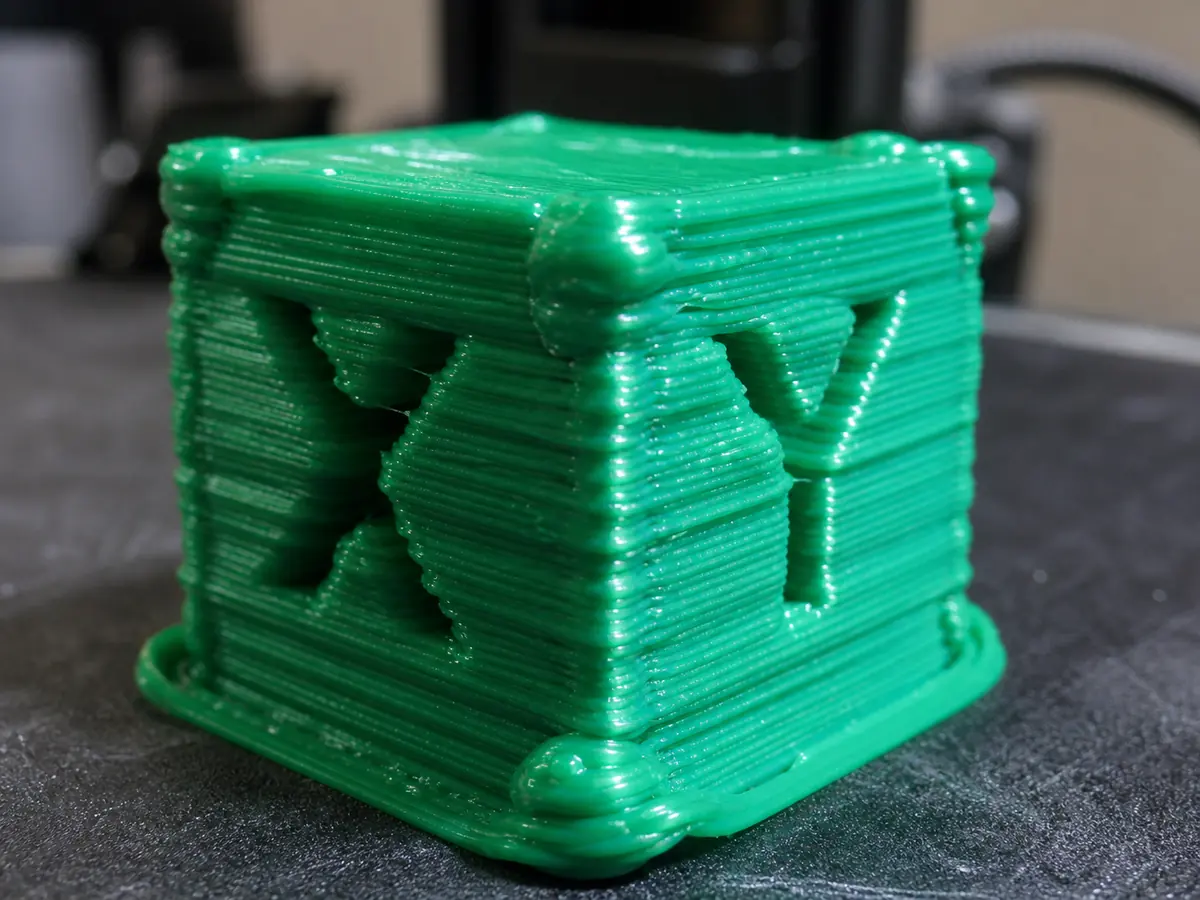
Over-Extrusion
Too much plastic is deposited, causing swollen lines, rough walls, blobs, and poor dimensional accuracy.
Likely causes
Flow rate is too high
Calibrate flow or extrusion multiplier. Reduce in 2-3 percent steps and print a small test part.
Nozzle temperature is too high
Lower temperature by 5 C steps if the material looks glossy, smeared, or blobby.
Pressure advance is not tuned
Tune pressure advance or linear advance to reduce excess material at corners and speed changes.
Recommended settings by material
| Material | Nozzle | Bed | Fan |
|---|---|---|---|
| PLA | 195-210 C | 50-60 C | 80-100% |
| PETG | 230-245 C | 70-80 C | 30-60% |
| TPU | 220-235 C | 40-50 C | 30-50% |
| ABS | 240-260 C | 95-110 C | 0-30% |
| ASA | 240-260 C | 95-110 C | 0-30% |
Prevention tips
Change one setting at a time and reprint a small test piece.
Keep filament dry and store open spools in sealed bags or dry boxes.
Clean the build plate regularly and verify the correct slicer profile before long prints.
Related problems
Last reviewed Jun 15, 2026. Troubleshooting content is for reference only.