Medium 15-35 min PLAPETGABSASA
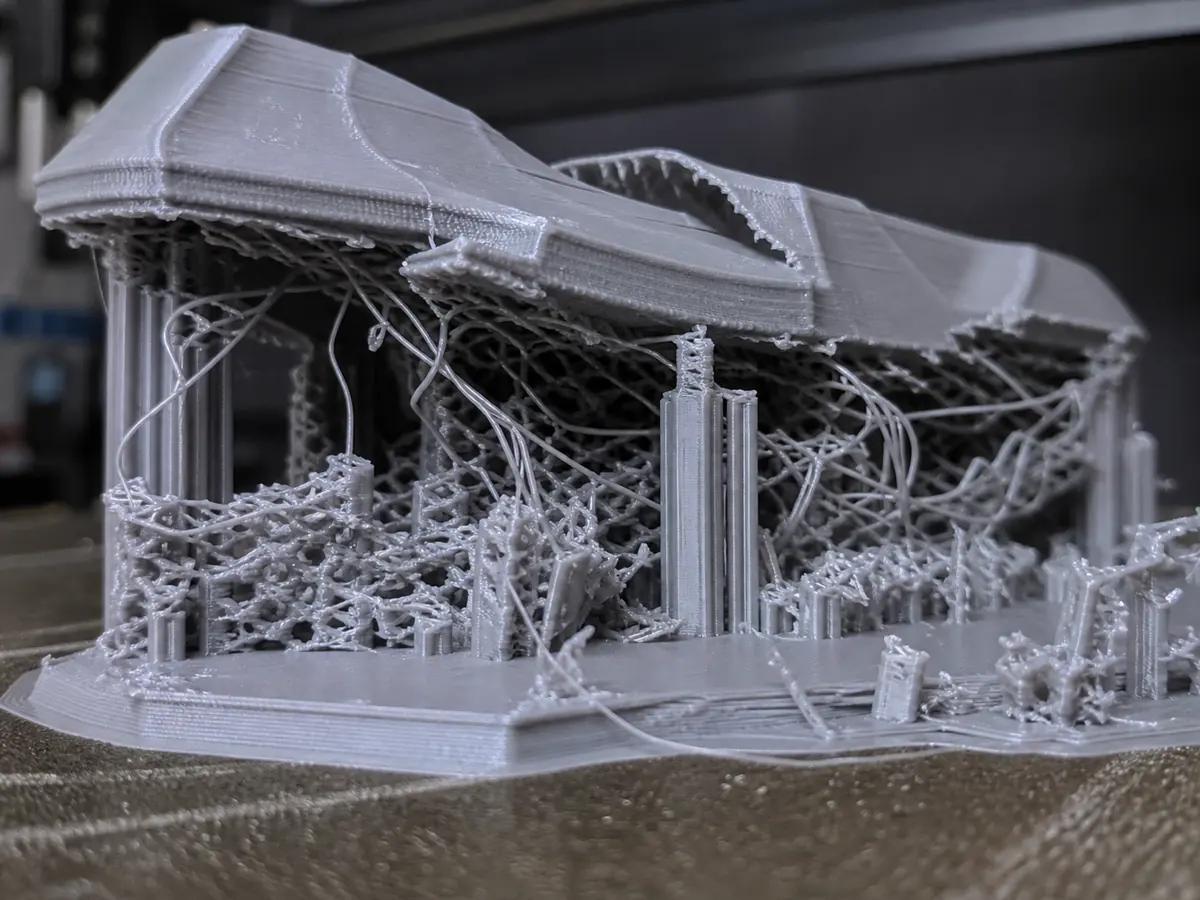
Support Failure
Supports break, detach, or fail to hold up an overhang during printing.
Likely causes
Support density or pattern is too weak
Increase support density, add support walls, or switch to a stronger pattern for tall supports.
Poor support bed adhesion
Use a brim for tall supports and make sure first-layer adhesion is reliable.
Overhang cooling is not enough
Improve part cooling for PLA or slow down overhang sections.
Recommended settings by material
| Material | Nozzle | Bed | Fan |
|---|---|---|---|
| PLA | 195-210 C | 50-60 C | 80-100% |
| PETG | 230-245 C | 70-80 C | 30-60% |
| TPU | 220-235 C | 40-50 C | 30-50% |
| ABS | 240-260 C | 95-110 C | 0-30% |
| ASA | 240-260 C | 95-110 C | 0-30% |
Prevention tips
Change one setting at a time and reprint a small test piece.
Keep filament dry and store open spools in sealed bags or dry boxes.
Clean the build plate regularly and verify the correct slicer profile before long prints.
Related problems
Last reviewed Jun 15, 2026. Troubleshooting content is for reference only.